- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Bélyegzési termék bemutatása - a borotvapengék gyártási folyamata és annak legfontosabb lépései
Hogy vannak aborotvapengékgyakran használják a mindennapi életben előállított?
Több mint egy tucat folyamaton kell keresztülmennie, és minden egyes folyamatot szigorúan kell kezelni, mielőtt a 0,1 mm-es rozsdamentes acéllemezből rendkívül éles készterméket lehet csiszolni.
1. A pengék gyártási folyamata
A borotvapengék alapvető gyártási lépései a következők:
Anyagbélyegzés - oltás - temperálás - durva köszörülés - finomcsiszolás - finomcsiszolás - polírozás - ellenőrzés - tisztítás - krómozás - áztatás - szárítás - csomagolás.
2. A borotvapengék kulcselemei
A pengegyártás minden lépése fontos. Például a lyukasztási modell, a kioltási hőmérséklet, a penge csiszolási szöge, de még a csomagolás is rendkívül fontos, mert a vágóél nem sérülhet. E lépések közül négy rendkívül kritikus, és meghatározza a penge végső minőségét.tartósság, élesség és kényelem.
① Nyersanyagok
Az általános borotvapenge anyaga főként 3Cr13 és 4Cr13 martenzites rozsdamentes acélból készül. A precíziós feldolgozás után 0,3/0,4 mm-es rozsdamentes acéllemezekké hengereljük, csíkokra osztjuk, és végül feldolgozzuk, mielőtt a pengét felhasználnák. Az acélszalagokat a széntartalom különbözteti meg. A piacon kapható kiváló minőségű pengék mindegyike 6Gr13-as rozsdamentes acélból készül. A kiváló minőségű rozsdamentes acél szalagokból készült pengék jobb stabilitásúak, ami azt jelenti, hogy azonos körülmények között jobban bírják a tesztet.
② Hőkezelés
A hőkezelést gyakran kioltásnak nevezik, amely egy olyan kezelési módszer, amelynek során egy tárgyat magas hőmérsékletnek vetünk alá, majd lehűtjük. Az ősi kardok előállítása az oltás révén a fegyverek keménységét és rugalmasságát is javította. A hőkezelés után a penge nem csak nagyobb, 760-780 keménységű, hanem a tükörszerkezete is egységessé és finomsá válik. Az, hogy a penge törékeny-e vagy sem, az oltási folyamattól függ.
A kereskedelemben kapható borotvapenge pengerészét a bomlás után az 1(a) ábra, a mikroszerkezetét pedig az 1(b) ábra mutatja. Amint az 1. ábrán látható, a borotvapenge élét nagyon éles formára dolgozták fel, belső mikroszerkezete pedig martenzitmátrix, finom gömb alakú karbidokkal diszpergálva.
a) Pengerész
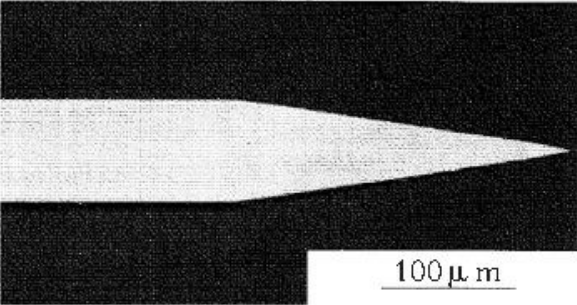


(b) Mikrostruktúra
Két kérdés: Miért olyan kemény a penge, amikor olyan vékony? A pengét először élesítik vagy hőkezelik? A második kérdésre a fenti vita során választ kaptunk.
A vastagsága arozsdamentes acél szalagborotvákhoz használt csak 1 mm. Először egy prés segítségével penge alakúra vágják. Ekkor a penge olyan puha, mint a papír. Ezután hőkezelés, kriogén kezelés, temperálás, majd élezés, minőségellenőrzés, tisztítás, végül bevonat, szilárdságvizsgálat, rozsdamentes kezelés, csomagolás stb.
A borotvapenge-acéloknál nagyon fontos, hogy a borotvapenge élességét és tartósságát károsan befolyásoló szennyező elemeket rendkívül alacsony szintre csökkentsük. Nagyon fontos a borotvapenge-acél különféle szükséges tulajdonságainak átfogó összehangolása, ezért a borotvapenge-acél gyártási folyamatában nemcsak a fő elemeket, mint a szén és a króm kell szigorúan ellenőrizni, hanem a szennyező elemeket is szigorúan ellenőrizni kell. .
Valójában a pengék gyártási folyamatában szigorú ellenőrzési eljárások vannak, és minden kapcsolatnak megfelelő ellenőrzési szabványai vannak. Különösen a penge élességtesztje a legintuitívabb és legmeggyőzőbb.
Ezenkívül a hőkezelési linkben a híres svájci bicska, a Zwilling konyhai kés és a Gillette borotvapengéi a tartósság intuitív érzetét adják a fogyasztóknak, és ezek a termékek mind kriogén kezelést kaptak.
Mindenkinek megvannak a saját szabványai és követelményei. Akár kiváló minőségűacél vagy általános acél, akár szigorúak a kilépési normák, akár nem, ez rövid távon nem látható, a fogyasztók pedig hosszú távon a lábukkal fognak szavazni.