- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Mi a különbség az öntés és a fröccsöntés között?
一. Különböző fejlődéstörténetek
1. Öntés: Az öntés a legkorábbi fémtermikus feldolgozási technológia, amelyet az emberek sajátítottak el, mintegy 6000 éves múlttal. Kína a bronzöntvények virágkorába lépett mintegy ie 1700 és ie 1000 között, és kivitelezése igen magas szintet ért el.
2. Présöntés: 1838-ban az emberek feltalálták a fröccsöntő berendezéseket, hogy öntőformákat gyártsanak mozgatható típusú nyomtatáshoz. A présöntéssel kapcsolatos első szabadalmat 1849-ben adták ki. Ez egy kisméretű kézi gép volt, amelyet nyomdagéptípusok gyártására használtak.

二. Különböző definíciók
1. Öntés: Fém hőfeldolgozási folyamata. Ez egy olyan módszer, amellyel folyékony fémet öntenek egy öntőüregbe, amely illeszkedik az alkatrész alakjához, és lehűlés és megszilárdulás után megkapják az alkatrészt vagy nyersdarabot;
2. Présöntés: Fémöntési eljárás. Ez egy precíziós öntési módszer, amely nagy nyomást használ, hogy az olvadt fémet összetett alakú fémformába kényszerítse.

三. Különböző jellemzők
1. Öntés: Összetett formájú alkatrészeket, különösen összetett belső üregű nyersdarabokat tud előállítani; széles körű alkalmazkodóképességgel rendelkezik, és az iparban általánosan használt összes fémanyag önthető, néhány grammtól több száz tonnáig; a nyersanyagok széles forrásból és alacsony árakból állnak, mint például acélhulladék, hulladék alkatrészek, forgács stb.
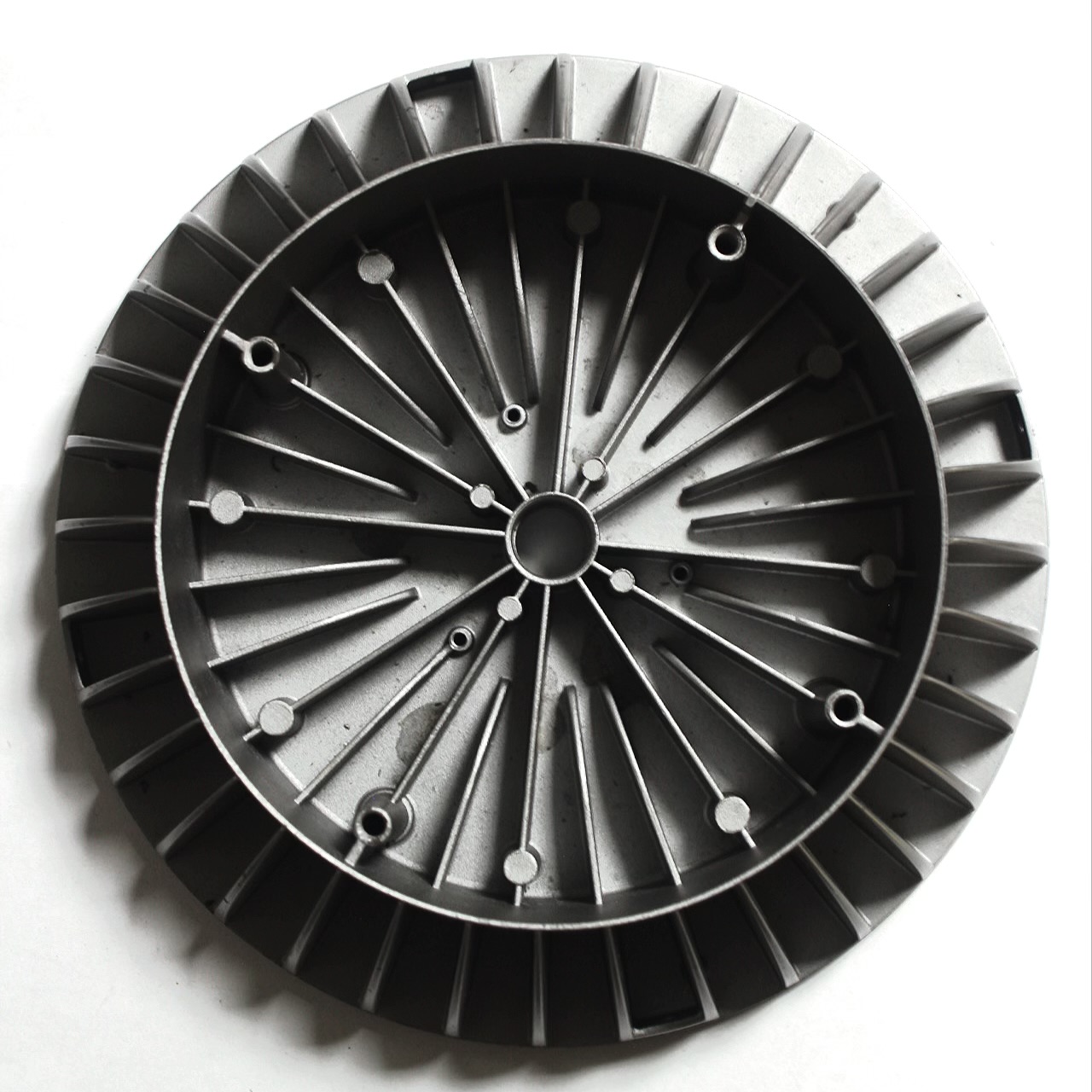
2. Présöntés: Az öntvények kiváló méretpontossággal rendelkeznek, és közvetlenül önthetnek belső szerkezeteket, például huzalhüvelyeket, fűtőelemeket és nagy szilárdságú csapágyfelületeket. További előnyök közé tartozik a másodlagos megmunkálás csökkentésére vagy elkerülésére való képesség, a gyors gyártási sebesség, az öntési szakítószilárdság 415 MPa-ig, valamint a nagyon folyékony fémek öntésének képessége.
四. Különböző hatókörök
1. Öntés: Főleg homoköntés és speciális öntés. A homoköntés magában foglalja a zöld homokformát, a száraz homokformát és a kémiai keményítésű homokformát. A speciális öntés magában foglalja a befektetési öntést, a fémöntvényt, a nyomásos öntést, az alacsony nyomású öntést, a centrifugális öntést stb.;
2. Présöntvény: Csak a nyomásos öntvény típusa.

Az öntés típusai a következők:
1. Homokforma öntési módszer
A homokot öntőforma anyagként használják. A homok különböző összetétele szerint felosztható zöldhomok-öntésre, felületi száraz homoköntésre stb. Azonban nem minden homok használható öntésre. Előnye, hogy a költségek alacsonyabbak, mivel a formában használt homok újra felhasználható; hátránya, hogy a forma előállítása időigényes, és maga a forma nem használható fel újra, és meg kell semmisíteni, mielőtt a készterméket megkapnák.
2. Fémöntési módszer
Az öntőforma elkészítéséhez az alapanyagnál magasabb olvadáspontú fémet használnak. Gravitációs öntésre, alacsony nyomású öntésre és nagynyomású öntésre van felosztva. Az önthető fémek mennyiségét is korlátozza a forma olvadáspontja.
3. Elveszett viasz módszer
Ez a módszer lehet külső fóliaöntési módszer és szilárd öntési módszer. Ez a módszer jó pontosságú, és magas olvadáspontú fémek (például titán) öntésére használható. Mivel azonban a kerámiák meglehetősen drágák, és a gyártás többszörös fűtést igényel és bonyolult, a költség meglehetősen drága.
Tehát mi a különbség a nyomás alatti öntés és a hagyományos gravitációs öntés között? Kérjük, olvassa el az alábbi táblázatot:
|
gravitációs öntés |
alacsony nyomású öntés |
nyomásos öntés |
|
|
Alkalmazható fém tartomány: |
nincs korlátozva |
Főleg színesfémek |
Leginkább színesfémekhez használják |
|
Az öntvények maximális súlya |
határ nélül |
Akár több száz kilogramm |
Kis és közepes öntvények |
|
Az öntvények minimális falvastagsága (mm): |
3 |
2-5 |
0,5-14 |
|
Öntési mérettűrés |
100±1 |
100±0,4 |
100±0,3 |
|
Öntési felület |
Alacsony |
középső |
magas |
|
Öntési belső minőség |
Alacsony |
középső |
magas |
|
Termelékenység |
Alacsony |
középső |
magas |
|
Alkalmazási kör |
Különféle öntvények |
ENekem van elektromos alkatrészek járókerék, ház, doboz |
Autóalkatrészek, számítógépek, elektromos,készülékek és órák |
Előző:Bélyegző technológia